
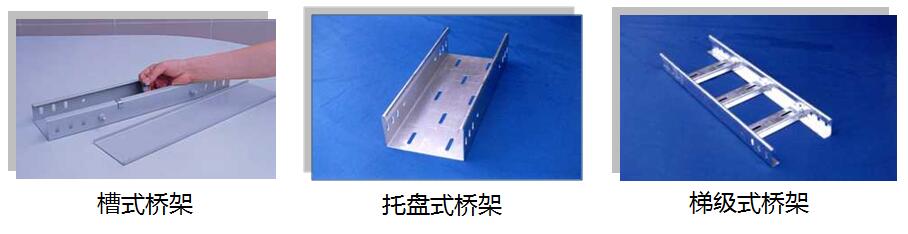
������|��ܵİ��b�^�̡��F�����ġ��D�Ľ��f��
���o�DƬ��
2��������M�мӹ��r������Уֱ��ȥ�������F�P��Ȼ��y���ߴ硢�������и�� ��ͨ������������r���_���óߴ����ʹ�Ú⺸��o�X䏼ӹ� ��

3����\��䓲��ßo�X��и����ʹ��늚⺸�и

5����һ�����P�����ɺ���ˢ�ڶ������P�ᣬ����Ӱ푷����|����
6���ڶ������P�����ɺ�ˢ��ɫ����һ�ӡ������_���������cϡ�ϵı�������ֹ�����^���ѷe���������ɻ����^ϡ����Ч�����
ϡ���c��������Å�Ҋ�aƷ�f�����������P�ἰ����ˢ��Ҫ����

ˢ��ɴ��F�tɫ���P�ᣨ���D����

ˢ���ɫ���ᣨ���D����


����ܰ��b�ڴu���ϕr��ʹ�ô�����˨���|��̶��ډ��w�ϣ��|��һ��ӹ��Ƀɿ�

3���|�����ɂȼ�߅��ˢ���P��Ɍӣ�����һ�ӡ�
�̶��ډ��w��픰��ϵĉ|���ֻ���N�����w��ˢ���P�ἰ���ᣬ��ȣ��������|�棩�������ꮅ���M��ˢ�͡�


ˢ��ɴ��F�t���P����P�ᣨ�L�l�οն����������_λ�ò��ɱ��_���w�е�䓽�����w��

ˢ���ɫ����
�������b
1�����������ډ|���ϡ�����ǰҪ�����������o�˸ߴ_�����b�߶ȼ������L�ȡ�

2���������õĉ|�尴�������_���ð��bλ�ã����b�rͬһ�ʼn|���ƫ��M���sС����ֹ�_�����������bλ�ú��ܺ����ډ|��ȡ�
3���|��Ĺ̶���ʽ������ܵĴ�С���Ӕ������������_����һ����Ľǹ̶���������^�p�rҲ�Ƀ��c�̶���������_�����ď��ȡ�


4�������������o�˸ߣ��_���ɶ���������λ�ã����������ډ|���ϣ�����ǰʹ��ˮƽ���M�Йz�y�Ա��C������ֱ�ȡ�
6�����g��������ǰ����ˮƽ�ߌ������ăɂ������M�Йz�y����ֹ���Ҽ�ǰ��Aб��


7�������c�|�庸�ӕr��Ҫ�������ă���ɂ�ʩ�������p����M�����ӕrһ����ȝM�����Ȃȷֶκ��ӣ���䓹ս�̎���ɂȸ���10mm�����ӡ�


ע��
1����|��ܵ�������֧���c�A�����䓽Y�����ӹ̶��r�������̶��c�ɂȺ��ӣ����pM���ں��p̎������̎����������Û��˨�̶��r���x�õ���˨Ҫ�m�䣬�B�Ӿo�̣���������Rȫ����ֹ��|��ܵ�����������Û��˨�̶��ڴu���ϡ�
4����������r��������
��1��ˮƽ�D��֮ǰ����s300 �� 50mm̎�����D�������g��
��2���˸������@׃��֮̎��ǰ����s300mm��
��3���^��s�p��ǰ����s300mm̎��

�����ɂȺ��ӣ����pM��



�^��s�pǰ����s300mm̎��������

�б۰��b
1���бۺ����������ϡ������б�ǰ���ȴ_���ɶ��б��������ϵĸ߶ȡ�
2���ɶ��бۺ�������ڃɶ��б������ɗlˮƽ�������ڴ_�����g�б۸߶ȣ�����Ҫ���o��ֹ���g�´���

3���бۺ���ǰʹ��ˮƽ�ߙz���б۵�ˮƽ�ȡ������ϱ��g����ƫ�������ƫ���������5mm��


4���б�Ҫ�ɂȺ��ӣ����p����M�������ι̡���D���o�f���ɃɂȝM����ɂ����²��ֺ��ӣ������L�ȸ��������������|�������ּ��_�����бۺ�������M�з��P̎����
�бۺ�������M�з��P̎����
�бۃɂȺ��ӣ�


��������бۼ����������D����


��ܰ��b
1����܃����B�Ӱ��Rȫ����˨�̶��o�z©����ĸλ�ژ����ȡ�



2������^�����r��ʹ���и�C�ӹ�������ʹ��늚⺸�ӹ���

3�����֮�g������c�б�֮�g���Լ��б��c����֮�g�Ĺ̶�����ʹ��늚⺸����һ���Բ����c����������б��ϑ��̶��ι̡�ƽֱ�����������@��Ť����Aб��ͬһֱ�����ϵ���|������ľ�����ƫ��ô�����ؓ10mm���ߵ�ƫ��ô�����ؓ5mm��

4��ֱ���ν�����|����L�ȳ��^30m�����������|����L�ȳ��^15m�r���O����s������|��ӿ�Խ������׃�οp̎�����_����p15-20mm����ͬ�r��ӵؾ����ɦ��͡�

��۰��b��Ę��









